Printed circuit boards (PCBs) run almost every electronic device we touch – phones, medical machines, cars, everything. Industrial PCB manufacturing takes a design file and turns it into thousands of dependable boards through a long chain of exact steps. The wet stages – etching, developing, rinsing, cleaning, drying – are the toughest on equipment. Boards travel flat through chemical tanks and water sprays. If just one roller, brush, or air knife fails, you get oxidation, scratches, or rejected boards. Using proven replacement parts is the simplest way to keep the line running smoothly and profitably.
Most PCB defects start in the wet sections. Boards ride on rollers through strong chemicals, high-pressure water, and hot-air or air-knife zones. Every part gets attacked by acid or alkali, rubbed constantly, and heated or cooled again and again. Cheap parts wear out quickly, pollute the chemistry, or leave water spots that later cause copper to rust. Good parts last longer, cost less over time, and keep the yield high.
Four Key Stages and the Parts That Make Them Work
Wet processing is not one single step – it is a sequence of linked stages. Each stage has its own chemical environment and mechanical demands. When every stage has the right spare parts, the whole line flows without surprises. Below are the four stages that cause the most headaches when parts are wrong, and the exact components that fix them.
1. Pre-Clean and Oxide Removal
Boards must be perfectly clean before the photoresist is applied. Even a fingerprint or thin oxide film will stop the pattern from sticking properly.
Strong but gentle brush rollers scrub both sides at once. The bristles are packed tight yet flexible – they dig into tiny crevices without scratching the copper. Tough end caps fight off acid and alkali so the brushes stay round and effective for months. Many plants see defect rates drop 30-40 % after installing better brush rollers.
2. Developing and Rinsing
After UV exposure the unhardened resist must be washed away quickly and completely. Any leftover chemistry or water drops ruin the etch step.
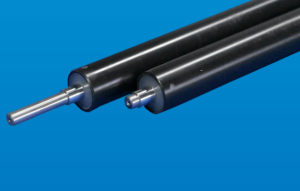
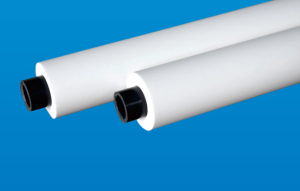
Super-absorbent sponge rollers soak up water like a kitchen sponge but never shed lint. They swell just enough when wet to press evenly across the whole panel. Side rubber rollers stop splashes and keep chemistry from travelling to the next tank. Plants that match the right sponge and rubber rollers together often cut chemical use by 20-25 %.
3. Etching and Post-Etch Cleaning

This stage is the harshest. Panels move through strong etching solution that eats away exposed copper, then through several rinse chambers of clean water.
All conveyor wheels, gears, and spray nozzles must resist corrosion and stay perfectly straight. Engineering-plastic wheels (PP, PVDF, or PEEK) plus rubber-coated drive wheels keep boards centred without wobbling. Precision gears and shaft bushings turn smoothly even when soaked. Stainless or titanium spray nozzles give even pressure so etching stays uniform across the whole sheet. When these parts wear, boards drift and scrape – scrap goes up. New, correctly-specified parts bring the line back to full speed the same day.
4. Final Drying with Air Knives
Even one water droplet left on the board can oxidise the copper or stop solder mask from sticking.
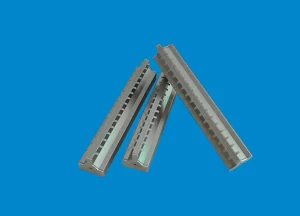
High-quality air knives blow a thin, uniform sheet of fast-moving air that wipes water away in seconds. Aluminum-alloy, stainless-steel, or titanium knives handle heat and chemicals without rusting. Factories that install properly sized air knives usually cut drying energy use by 60-80 % compared with old hot-air ovens and completely remove water-spot rejects.
| Stage | Typical Problems | Parts That Fix Them | Real-World Gain |
| Pre-clean | Oxide & fingerprints | High-density Brush Rollers | 30-40 % fewer surface defects |
| Developing & Rinse | Chemical carry-over, water marks | Absorbent Sponge Rollers + Anti-splash Rubber Rollers | 20-25 % less chemistry used |
| Etching | Board drift, uneven etch | Corrosion-proof Wheels, Gears, Nozzles | Higher yield, steady speed |
| Final Drying | Oxidation, mask adhesion failure | Precision Air Knives | 60-80 % lower energy cost |
The Company That Keeps Wet Lines Running Worldwide
Shenzhen Qixingyuan Machinery Equipment Co., Ltd. (hereinafter referred to as Qixingyuan) began in 2011 as a small spare-parts trader in Bao’an District, Shenzhen. Over the years it grew into a full manufacturer with its own research team and factory. Today Qixingyuan supplies a complete range of PCB wet process spare parts: brush rollers, sponge rollers, rubber rollers, conveyor wheels, gears, nozzles, filter systems, air knives, and customized air knives for PCB drying .
The company uses only proven materials – food-grade plastics, 304/316 stainless steel, titanium – and machines every part to tight tolerances so they drop straight into most major brand lines with no adjustment needed. Custom work is routine: customizable in interface type (G1/4, G1/2), length, and air gap width – all delivered fast. With large stock in Shenzhen and reliable international shipping, Qixingyuan helps factories worldwide keep downtime measured in hours instead of days.
Conclusion
Industrial PCB manufacturing lives or dies by the reliability of its wet-process equipment. Small upgrades – better brushes, tougher rollers, smarter air knives – quickly turn high scrap and constant repairs into steady output and predictable costs. Partnering with a supplier that truly understands the chemistry and mechanics of PCB lines is the fastest, safest way to reach stable, profitable production.